1. Contexte
Un industriel du secteur métallurgique devait traiter des effluents très acides issus de procédés de raffinage de métaux nobles (notamment l’or, palladium, et l’argent) ainsi que des effluents provenant de tours de lavage acide.
2. Objectifs du projet
- Éliminer les traces de métaux lourds et récupérer le palladium,
- Produire un distillat clair, directement réutilisable dans le process industriel.
Répartition des effluents journaliers (8h) :
| Effluent | Volume (L/8h) | % |
|---|---|---|
| Affinage Or / jour | 1.353 | 48,32% |
| Affinage Palladium / jour | 77 | 2,75% |
| Chlorure d’Ag / jour | 75 | 2,68% |
| Tour de lavage * 3 | 1.060 | 37,86% |
| Labo | 100 | 3,57% |
| Affinage argent | 135 | 4,82% |
| TOTAL | 2.800 | 100,00% |
3. Caractéristiques analytiques du mélange
- pH : 0,05
- Conductivité : > 200 000 µS/cm
- Chlorures : 63 020 mg/L – Sulfates : 40 755 mg/L – Nitrates : 23 563 mg/L
- Métaux lourds : Cu (10 213 mg/L), Zn (123 mg/L), traces d’As, Cd, Cr
- MES après floculation : jusqu’à 46 g/L
4. Défi technique
- Traiter des effluents fortement corrosifs et chargés en métaux,
- Préserver la qualité du distillat tout en concentrant les polluants,
- Garantir robustesse, sécurité et conformité réglementaire.
5. Solution scientifique mis en place par Envitech France
5.1 Prétraitement physico-chimique
- Ajustement du pH à 9,35 avec NaOH (trémie mécanique automatique),
- Coagulation-floculation → formation d’un floc turquoise,
- Filtration sur filtre-presse → récupération de 46 g/L de solides secs,
- séchage des boues pour stabiliser les métaux.
5.2 Évaporation sous vide
- Conditions opératoires : 36 °C, 55 mbar,
- Facteur de concentration : 8,73 (volume) – 4,51 (poids),
- Distillat clair et directement réutilisable,
- Cristallisation de sels blancs (NaCl, et d’autres sels).
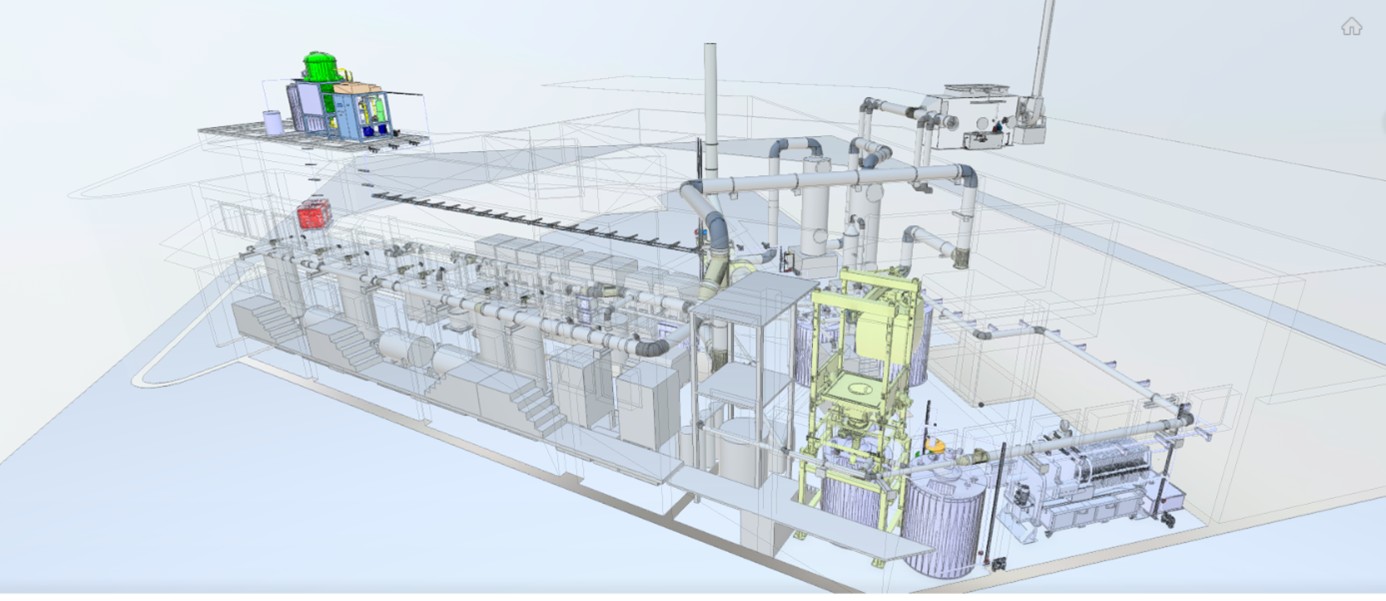
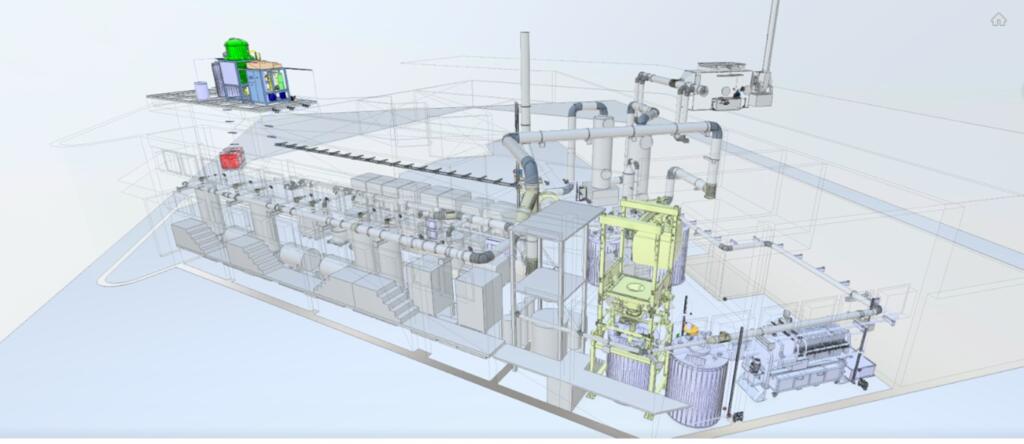
5.3 Équipements clés fournis
- Cuves tampon C1T avec agitation et capteurs radar,
- Cuve de traitement C1 (neutralisation et cogulation/floculation),
- Skid de préparation des réactifs (coagulant, floculant, HCl),
- Filtre-presse pour séparation solide/liquide,
- Cuve C2 pour l’étape d’acidification avant évaporation,
- Évaporateur DESALT LT VR 3000, avec cuve distillat C6 et cuve concentrat T26,
- Cuve CIP (300 L) pour nettoyage en place.
6. Résultats et bénéfices
| Indicateur | Avant | Après |
|---|---|---|
| Solides en suspension et métaux lourds | Concentration non négligeable | Récupérer par traitement physico-chimique |
| Métaux lourds | Dissous | Récupérer par le traitement physico-chimique et boues stabilisé par une étuve |
| Distillat | Non exploitable | Clair, réutilisable dans le process |
| Volume de déchets | Élevé | Fortement réduit |
7. Points forts du procédé
- Réduction significative des polluants,
- Distillat clair conforme et réutilisable dans le process,
- Cristallisation des sels → réduction du volume de déchets ultimes,
- Équipements conçus en matériaux résistants aux milieux acides,
- Pilotage automatisé → fiabilité et sécurité accrues,
- Optimisation à la fois économique et environnementale.
8. Conclusion
Grâce à une approche scientifique complète, Envitech France a permis à cet industriel de transformer des effluents complexes et corrosifs en ressources valorisables :
- Production d’un distillat clair réutilisable dans le process,
- Récupération de sels cristallisés,
- Réduction drastique du volume de déchets,
- Conformité réglementaire garantie.
Ce projet illustre notre expertise en prétraitement physico-chimique, évapoconcentration et cristallisation, et démontre la capacité d’Envitech France à fournir des solutions robustes, sûres et optimisées pour le traitement d’effluents industriels complexes.



