
Contexte
Le client est une entreprise française spécialisée dans le traitement de surface et la transformation des métaux non ferreux.
Sur son site de production, l’entreprise exploite déjà une station de traitement des eaux en logique de Zéro Rejet Liquide (ZLD), combinant nanofiltration, osmose inverse et évaporation sous vide. Toutefois, le second évaporateur installé reste difficile à exploiter en raison de phénomènes de cristallisation précoce, tandis que le concentrat généré (jusqu’à 4 m³/j) contient principalement du sulfate de sodium. L’échantillon reçu présentait par ailleurs une conductivité très élevée de 115 400 µS/cm.
Le client a sollicité Envitech France pour simplifier son procédé et en réduire les coûts d’exploitation. L’objectif de l’étude était de tester une évapo-concentration poussée en une seule étape, capable d’aller jusqu’à la cristallisation, tout en garantissant la qualité de l’eau traitée et la valorisation du sel produit.
Traitement mis en place
Afin de répondre à cette problématique, nos ingénieurs ont conçu un protocole d’essai reposant sur une évapoconcentration sous vide adaptée aux caractéristiques de l’effluent (Figure 1).
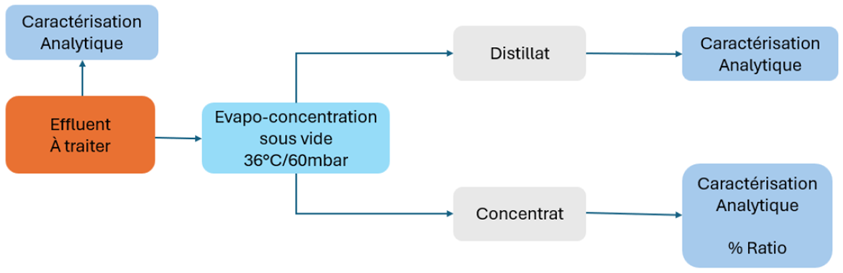
Le traitement a été mené à 36 °C, sous une pression de 60 mbar et pendant une durée de deux heures, permettant d’atteindre un facteur de concentration de 8. Ce procédé repose sur l’évaporation de l’eau à basse température grâce à une dépression, ce qui permet de concentrer efficacement les sels dissous tout en limitant la consommation énergétique et en préservant la stabilité des composés (Figure 2).

Résultats
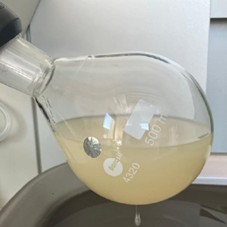
Les résultats obtenus se sont révélés particulièrement encourageants. Le distillat produit présente une excellente qualité : limpide et incolore, il affiche une conductivité extrêmement faible, une DCO réduite de près de 98 %, et aucune trace détectable de sels ( Figure 3). Cette eau peut ainsi être réinjectée dans le procédé industriel du client, réduisant fortement la dépendance aux ressources extérieures et contribuant à la diminution des rejets.
| Paramètres | Unités | Échantillon brut | Distillat | Réduction |
|---|---|---|---|---|
| Aspect | µS/cm | Trouble | Limpide | |
| Couleur | mg/L O2 | Jaune | Incolore | |
| Conductivité | µS/cm | 115 400 | 83,4 | 99% |
| DCO | mg/L O2 | 4 170 | <50 | 98% |
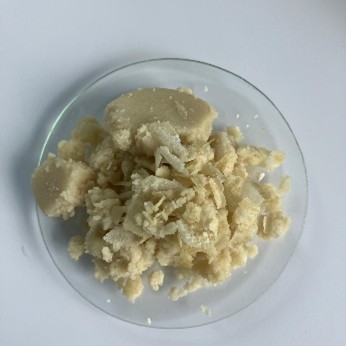
Le concentrat issu du procédé a, quant à lui, montré un fort potentiel de valorisation. La cristallisation observée confirme la possibilité de récupérer efficacement le sulfate de sodium sous forme de sel solide, ouvrant des perspectives de réutilisation ou de valorisation matière (Figure 4).

Conclusion
Cette étude a permis de démontrer la faisabilité d’un traitement beaucoup plus simple et efficace, réduisant un procédé initial en quatre étapes à une seule opération d’évapo-concentration. Plus de 85 % de l’eau a pu être récupérée et réutilisée directement dans l’usine, tandis que le concentrat a été transformé en sel valorisable. Au-delà de la réduction des coûts et de la consommation énergétique, ce nouveau schéma ouvre la voie à une gestion circulaire et durable des effluents industriels.
Chez Envitech France, notre laboratoire conçoit et met en œuvre des études de conception préliminaires (ECP) afin d’apporter à chaque client des solutions innovantes, robustes et adaptées à ses enjeux spécifiques de traitement de l’eau, qu’il s’agisse d’épuration ou de valorisation matière.