Contexte
Le leader de la production d’huile d’olive au Maroc a sollicité Envitech France pour les accompagner dans la gestion et la valorisation de leurs effluents, appelés margines. Ces effluents, issus des différentes étapes du process de trituration et de réception des olives, sont caractérisés par une forte charge organique, une couleur marron foncé et une teneur notable en polyphénols.
La problématique posée était double : réduire le volume de margines générées par la production, tout en explorant les voies de valorisation des polyphénols qu’elles contiennent. Ces composés, bien que toxiques pour l’environnement à forte concentration, représentent un intérêt économique et fonctionnel reconnu (antioxydants naturels, additifs, fertilisation).
L’objectif de l’étude menée en laboratoire était donc de définir un procédé adapté permettant à la fois de purifier l’eau, de concentrer les résidus et de récupérer les polyphénols en vue de leur valorisation.
Traitement mis en place
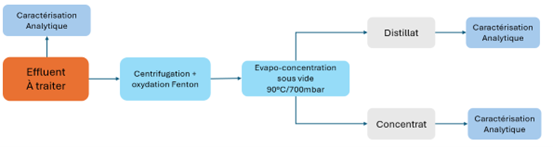
Afin de répondre à cette problématique, nos ingénieurs ont conçu un protocole d’essai reposant sur une évapoconcentration sous vide adaptée aux caractéristiques de l’effluent (Figure 1).
Un premier prétraitement a été réalisé par centrifugation et filtration afin de clarifier les échantillons et d’éliminer les solides en suspension (Figure 2). Les effluents ainsi préparés ont ensuite été soumis à différents procédés de traitement. L’oxydation Fenton a ensuite été appliquée pour réduire la toxicité des polyphénols et améliorer la biodégradabilité de l’effluent. Le procédé a consisté en l’ajout de sulfate ferreux et de peroxyde d’hydrogène, sous acidification contrôlée à pH 3,5, suivi d’une neutralisation et d’une clarification par floculant.
Le traitement a été mené à 90 °C, sous une pression de 700 mbar et pendant une durée de deux heures. Ce procédé repose sur l’évaporation de l’eau à basse température grâce à une dépression, ce qui permet de concentrer efficacement les phénols tout en limitant la consommation énergétique et en préservant la stabilité des composés (Figure 3).
Résultats
Les essais ont démontré l’efficacité du procédé, avec un facteur de concentration supérieur à 20 (Figure 4). Le distillat obtenu présente une qualité satisfaisante (pH stable, absence de couleur, conductivité réduite), confirmant la possibilité d’une réutilisation de l’eau après traitement.
| Paramètres |
Unités |
Échantillon brut |
Distillat |
Réduction |
| Conductivité |
µS/cm |
4 982 |
334 |
93% |
| DCO |
mg/L O₂ |
50 965 |
5 860 |
89% |
| COT |
mg/L C |
12 739 |
1 780 |
86% |
| Phénols |
mg/L |
73 |
<5 |
99% |
Figure 4 : Tableau des résultats d’analyse
Du côté des polyphénols, les analyses ont montré une concentration significative de ces composés dans le concentrat. Leur structure n’a pas été dégradée par l’évaporation, confirmant la faisabilité de leur récupération en vue d’une application agricole (fertilisation).
Conclusion
Cette étude a permis de démontrer la faisabilité d’un procédé combinant prétraitement, évapoconcentration et séchage, permettant à la fois de réduire fortement le volume de margines et de récupérer les polyphénols pour des applications à valeur ajoutée. L’eau purifiée en sortie peut être réutilisée dans le process, tandis que le concentrat valorisable ouvre de nouvelles perspectives en matière d’économie circulaire.
Chez Envitech France, notre laboratoire conçoit et met en œuvre des études de conception préliminaires (ECP) pour proposer des solutions sur mesure, allant du traitement de l’eau à la valorisation matière, dans une logique de durabilité et de performance industrielle.